El siguiente artículo muestra un caso práctico de fuga de gas refrigerante en una máquina de aire acondicionado split. En este caso se detecta un problema común, la máquina no enfría. Localizamos la fuga y la reparamos. El artículo y las imágenes fueron realizadas por Carlos López.
Chequeo del problema
En nuestro caso el equipo de aire acondicionado split había estado parado durante todo el invierno. Al ponerlo en marcha a la llegada del verano, no enfriaba nada, solo movía el aire.
Se comprueban las 3 magnitudes básicas:
- Temperatura in/out: 35º - 33º = 2º salto térmico.
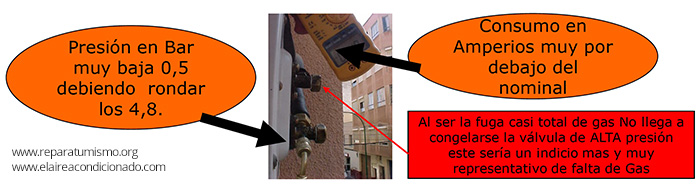
- Consumo del compresor medido con pinza amperimétrica: 2,2 A cuando debía rondar los 5,8 A.
- Presión de trabajo en BAJA: 0,5 bar cuando debía estar próxima a 4,8.
Última prueba con la máquina en marcha, se pincha el obús de la válvula de servicio, a penas sale gas y sin fuerza, cuando debía salir un chorro a presión
Conclusión: EL EQUIPO HABIA PERDIDO PRACTICAMENTE TODO EL GAS
Buscamos la fuga
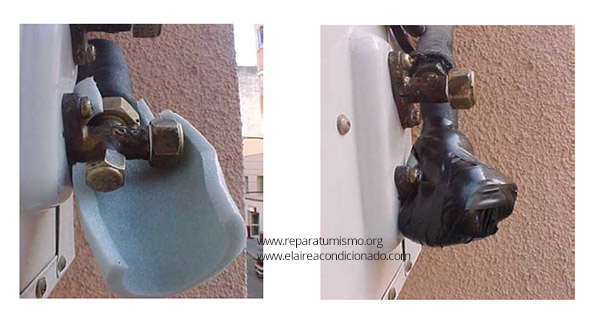
En este montaje se pudo observar que la tubería de gas de baja presión ½”, estaba muy tirante y sin holgura a la altura de la válvula exterior, rozando el lateral de la máquina, lo que ya nos da un indicio de por donde puede estar el problema, el segundo indicio y mas importante en estos casos es buscar y localizar restos de aceite a la altura de las roscas, tanto interiores como exteriores, por lo que al no ver nada en el exterior destapamos las canaletas interiores ayudándonos de una herramienta en forma de L.

Fuga localizada
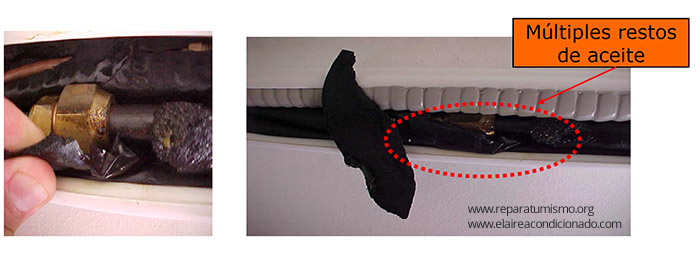
Podemos tener “suerte” entre comillas y localizar la fuga a la primera, en este caso nada mas destapar la canaleta interior y retirar un trozo de armaflex, este ya apareció con restos de aceite, en concreto el del tubo de ½”, comparamos con el del tubo de ¼” y nos damos cuenta en seguida que casi todo el aceite está en las roscas de ½, tubo que quedo cuando se instaló tirante en ambos extremos.
El color del tubo también delata la fuga
El segundo indicio de la fuga, es que un trozo de tubería de cobre presenta en la zona manchada por el aceite un color muy oscurecido que difiere del color anaranjado vivo del resto de tubería no atacada por la perdida de aceite y protegida por el armaflex.

Desmontaje del armaflex
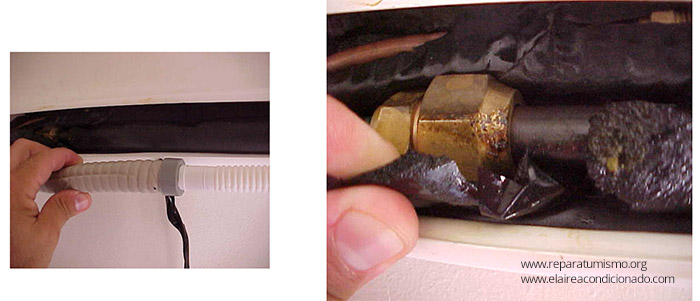
Retiramos el tubo de desagüe de la canaleta para que nos permita trabajar con mas espacio y sacamos los trozos de armaflex llenos de aceite, ya que deberán ser sustituidos, para que no se degraden ni nos confundan en posibles fugas futuras.
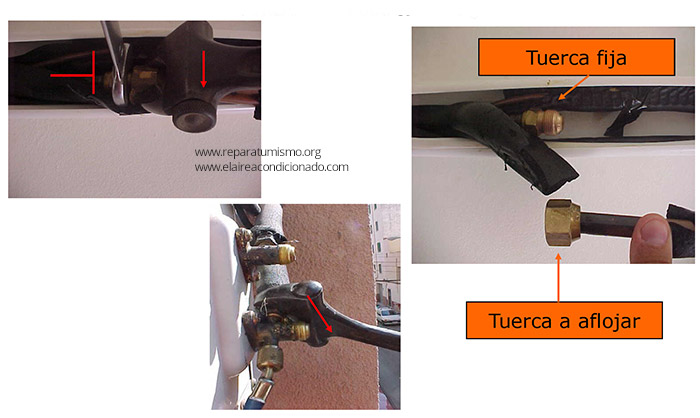
Desmontaje de roscas y tubería
Desmontamos con dos llaves inglesas fijas o fija y de rodillo la rosca interior y con una llave fija la rosca exterior, en el lado interior una tuerca permanece fija (OJO NO FORZARLA) y la otra es la que gira.
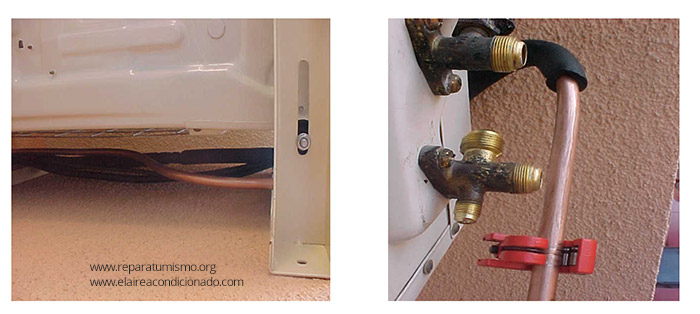
Extracción del tubo
Para sacar el tubo por el pasamuros, desmontaremos una de las roscas, cortando el tubo, las mismas pueden limpiarse y reutilizarse.

Mancha producida por la fuga
Aquí se aprecia claramente la mancha producida en el tubo por la fuga de gas + aceite una vez extraído este de la canaleta y sacado por el pasamuros, mancha de color oscuro.

Montaje de la nueva tubería
Tomamos la medida de la nueva tubería de ½”, dejando tubo sobrado para realizar una pequeña S en el lado exterior, cortamos el tubo y le colocamos el armaflex, colocando un trozo de cinta aislante en el extremo para que no le entre suciedad en el interior.

En el interior de la sala colocamos la rosca en el tubo y abocardamos el extremo del mismo, lo conectamos, como mejora para evitar futuras fugas, detrás de la máquina exterior, con el muelle curva tubos realizamos una S holgada, para que el tubo no quede tirante y amortigüe las vibraciones del compresor en la medida de lo posible, cortamos el sobrante de tubo, encintamos el extremo, colocacamos el armaflex, insertamos la rosca y abocardamos el lado exterior.

Curvado para amortiguar vibración
Otra vista de la S realizada en el tubo entre la pared y la máquina, ojo esto aunque parezca superfluo, en el tubo de ½” es bastante importante, para amortiguar vibraciones que va absorbiendo la tubería a lo largo de su recorrido, vibraciones que llegan a provocar fugas por el abocardado. Una vez tomada la medida cortamos el tubo exterior e insertamos la rosca.
Asiento del tubo en la válvula
Vista el tubo de ½” ya abocardado, asentado perfectamente en la boca de la válvula, perfectamente encarado, la curva realizada debe ser la adecuada para que el tubo se sujete por si solo en la boca de la válvula, la tuerca roscada entrará con total suavidad y la unión será perfecta.

Realizamos vacío
Una vez unido todo, conectamos el manómetro de baja AZUL a la válvula de servicio y la manguera AMARILLA a la bomba de vacío abrimos la llave de paso del manómetro, conectamos la bomba e iniciamos el vacío que durará unos 30 minutos, pasados estos, cerramos 1º la llave de paso y 2º paramos la bomba, esperamos al menos 1 h para aseguramos que el circuito no recupera presión +, (fugas), subiendo la aguja nuevamente a 0, si podemos esperar mas horas o toda la noche mejor, tendremos la certeza de que el circuito no tiene siquiera una fuga minúscula.
Desconexión de la bomba de vacío y conexión con la botella de gas
Desconectamos la bomba de vacío, entrará aire en la manguera de carga AMARILLA, conectamos a la manguera la botella de gas, aflojamos el extremo de la manguera AMARILLA en el lado del manómetro, abrimos ligeramente la llave de paso de la botella para purgar la manguera, unos 4 seg. Roscamos rápidamente la manguera al manómetro, ya tendremos el conjunto listo para iniciar la carga.

Inicio de la carga de gas
En nuestro caso utilizaremos gas R407. El gas R407 debe cargarse en fase líquida SIEMPRE al ser una combinación de 3 gases y siempre que podamos debemos cargar la cantidad exacta que indica el fabricante y con báscula, si no disponemos de ella, iremos cargando líquido poco a poco, CON LA BOTELLA EN VERTICAL PARA LOS NUEVOS GASES SERIE 400. Reconozco que este método de carga no es el método apropiado, a mi me ha funcionado, cada uno que obre según su responsabilidad (por favor que esto quede claro). Podemos cargar gas controlando los tres parámetros básicos, manómetro, pinza amperimétrica y termómetro, ponemos en marcha la máquina y pasados 30 seg. Aprox. vamos soltando golpes de líquido, de unos 5 a 8 seg, cerrando nuevamente la llave de paso, y esperando unos 30 a 40 seg a que el compresor digiera el líquido y lo vaya evaporando, volvemos a soltar otro golpe de liquido y esperamos, así sucesivamente.
EL COMPRESOR ESTÁ PREPARADO PARA ABSORBER GAS, NO LIQUIDO, por lo que corremos el riesgo de averiarlo irremisiblemente, por lo que los golpes de liquido deben ser cortos para no forzarlo, según el circuito va cogiendo carga, el manómetro irá indicando aumento de presión, el amperímetro aumento de intensidad y el termómetro descenso de temperatura, según nos aproximamos a la carga adecuada, los golpes de paso de líquido se deben espaciar en el tiempo y acortar en duración, 3 seg por ejemplo, dejando pasar unos minutos para que el compresor normalice las presiones en todo el circuito, es preferible quedarnos algo cortos, que pasarnos de carga.

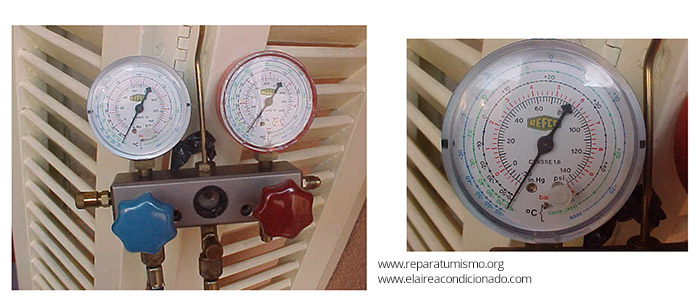
Finalizamos y desconectamos
Una vez conseguido un salto térmico adecuado, unos 16º, y en el manómetro mirando la escala de temperaturas de R407, vemos que este está evaporando a 0º, correspondiente a unos 4,75 bar, la intensidad consumida por el compresor habrá ido aumentando estando ya en la intensidad nominal de la máquina o muy próxima, No deberemos cargar más líquido, dejamos la máquina trabajando media hora, para ver si se mantiene estable.
Cerramos la llave de paso del manómetro, cerramos la llave de paso de la botella, desconectamos la manguera de la botella y desconectamos RAPIDAMENTE la manguera de la válvula de servicio, para que se pierda el mínimo gas posible.
Montamos la tapa del cableado y colocamos la funda armaflex que protege las válvulas.